Big Quality and Efficiency
Best Practices for Machining Large Cast Parts
TCI Precision Metals, Gardena, CA
Watch a video version of the TCI Precision Metals story HERE.

Ben Belzer, Vice President of Operations at TCI Precision Metals in front of a large casting used in the oil and gas industry.
Machining large parts, especially castings, is not for everyone. The generalization ‘parts are parts’ does not apply in this case. To be proficient requires a commitment to constant process improvement, equipment evaluation, and investment. And to top it off, mistakes are very expensive.
There are unique challenges associated with machining large parts, today. Customers are demanding ever-tighter tolerances, parts are large, heavy and quite often castings. Increasing quality and efficiency is a tall order – how can you do both? TCI Precision Metals approached the challenge by analyzing variables of the machining process that directly affect quality and consume the greatest amount of time.
The result focused on three key areas:
- Cutting metal more of the time
- Reducing part movement
- Maintaining a digital workflow

If you can place a large part in the machining center once and remove it only when it is completed and verified, you will save considerable time and effort.
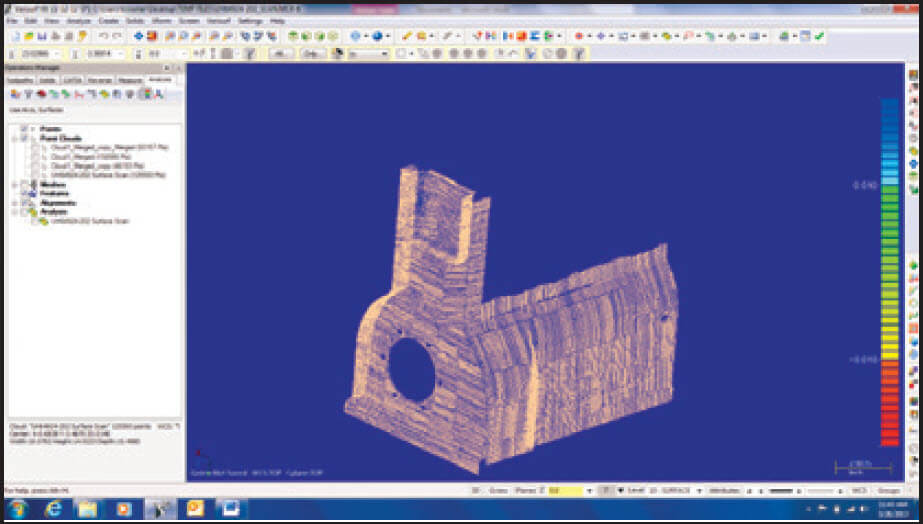
Scanned point cloud data can be converted to a surface mesh to compare differences between ‘as cast’ parts and ‘as designed’ CAD models. Further conversion can also create a precise ‘as built’
CAD model.
When machining large parts such as composite mold tooling for aerospace, or large castings for oil and gas, there are typically large surface areas involved. Compensating for high spots on a wing mold or variances between castings can result in cutting air for hours, days or even weeks. Being too aggressive or a miscalculation can result in tool crashes or worse. The goal is to keep the tool cutting more often.
Moving a large part from the machining center to the quality inspection room, then back to the machining center, then re-fixturing and aligning for modification takes considerable time. Not to mention the chance of damaging the part and risk of injury associated with moving large parts around the shop. If you can place a large part in the machining center once and remove it only when it is completed and verified, you will save considerable time and effort. Machine Operators will remain focused on completing the part at hand and avoid distractions associated with switching out parts, re-fixturing, alignment and all the potential for error that goes along with it.
Closing the loop on digital workflow is the key to improving the quality inspection and reporting process. The CAD process is digital, the CAM

If you can place a large part in the machining center once and remove it only when it is completed and verified, you will save considerable time and effort.
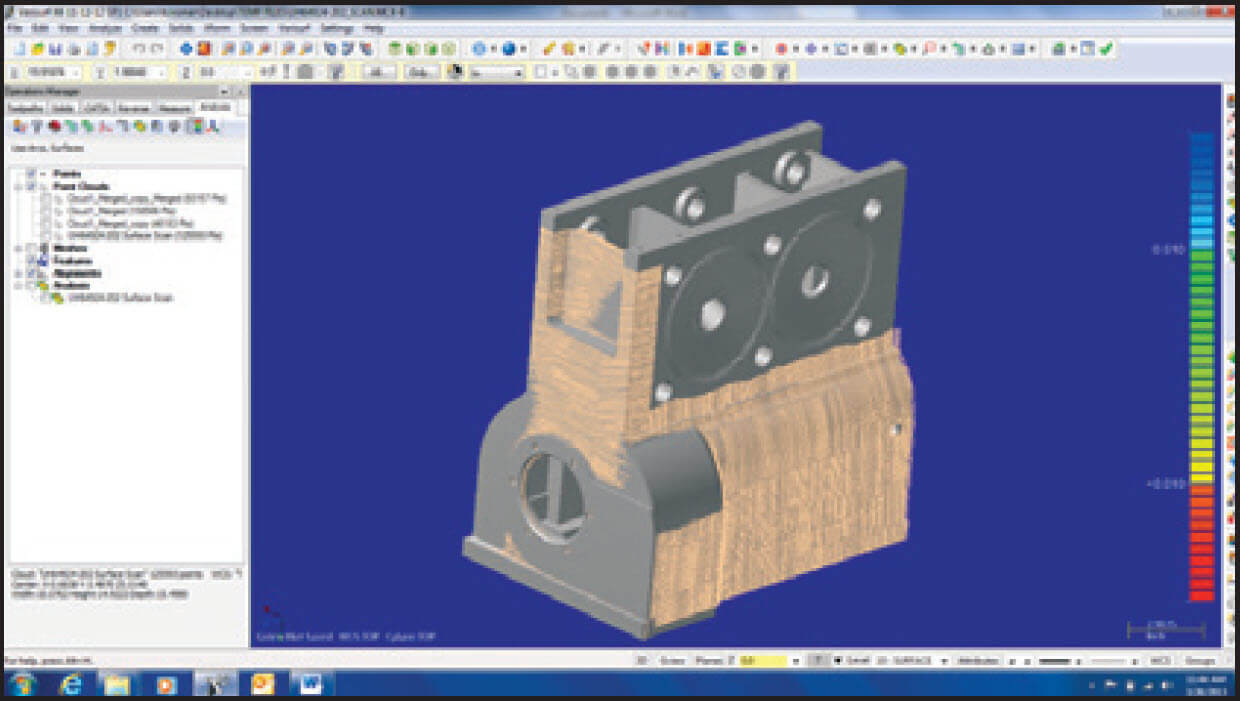
Verisurf Software aligns the physical part to the ‘as designed’ CAD model. As the physical part is scanned the data can overlay the original CAD model for comparison.
process is digital, so it makes perfect sense that the quality inspection and reporting process should be digital too. By comparing inspection data back to the original 3D CAD model, the loop is closed and the digital integrity is maintained.
REFINED PROCESSES AND A FLEXIBLE METROLOGY
SOLUTION SOLVES ALL THREE OBJECTIVES
Jim Edwards, Regional Metrology Engineer for Verisurf Software worked with TCI to implement best practices for each of the three challenge areas. At the core of the solution was VerisurfX Software running a portable CMM with optional scan head. By having the standard touch probe and optional digital scan head, the device is capable of both point-based inspection and scanning to a point cloud data set.
Cutting metal more of the time. When a batch of large cast parts are received for finished machining, a sample group of the parts are painted (a term used for scanning because it is similar to painting the part with a wide brush) using the CMM with scan head. The data is captured as a point cloud by Verisurf Reverse Software where it is then converted to a precise CAD model. The differences between the ‘as cast’ part can now be digitally compared to the ‘as designed’ part, allowing the machine tool path to be optimized to cut metal more of the time while avoiding tool crashes. The tool path can also be modified to start cutting specific high points vs. cutting air over the entire part.
Reducing part movement. Part movement begins with alignment and fixturing the part to the table. By quickly probing a few relational points on the physical part with the portable CMM (using probe tip instead of scanner attachment) and running a simple alignment routine, the software can tell the machine the exact placement and orientation of the part on the table. Once the machining process is complete the portable CMM and Verisurf software is used to quality inspect the part, in process. There is no need to move the part; the portable CMM with a laptop computer goes right into the machining center. If the part is out of tolerance, just pull back the CMM and modify the part. No need to re-fixture or re-align.
Maintaining a digital workflow. Because Verisurf Software accepts virtually all 3D CAD files, the design integrity of the part remains in digital form all the way through the manufacturing, inspection and reporting process. The software accepts model-based GD&T Product Definition Data, also known as Product Manufacturing Information (PMI), directly from the 3D CAD file. GD&T annotations can also be user-defined. Product definition data includes geometry, topology, relationships, tolerances, attributes and features necessary to completely define a component part or an assembly of parts for the purpose of design, analysis, manufacture, test, and inspection.
TCI Precision Metals is committed to producing large high-quality parts for its customers. The Company regularly evaluates ways to improve processes and overall quality from an objective and practical point-of-view. Every new tool or technology must be tested and documented as to its contributions towards a leaner, higher quality environment, before making its way into the workflow.
##
TCI PRECISION METALS
Founded in 1956, TCI Precision Metals is a family-owned precision manufacturer. The Company provides contract manufacturing services and produces precision machine-ready blanks from aluminum, stainless steel, and other alloys. TCI serves the needs of the medical, oil & gas, aerospace, industrial equipment, defense, food packaging, semiconductor, and many other industries. For more information, visit https://tciprecision.com. For more information, visit the TCI Precision Metals website at www.tciprecision.com.
VERISURF SOFTWARE, INC.
Verisurf Software, Inc. is an advanced three-dimensional measurement solutions company committed to delivering advanced computer-aided inspection and reverse engineering solutions. Verisurf software helps manufacturers of all sizes and industries produce higher quality products in less time and at a lower cost with automated, Model-Based Inspection processes. For more information, visit the Verisurf website at https://verisurf.com.